


Noticias










Tipos de corte de obleas de carburo de silicio
El carburo de silicio es un material muy duro y quebradizo (dureza de Mohs 9,2), lo que puede provocar problemas de procesamiento. Esto es especialmente cierto durante el proceso final, donde las obleas deben dividirse en chips separados antes de envasarse.
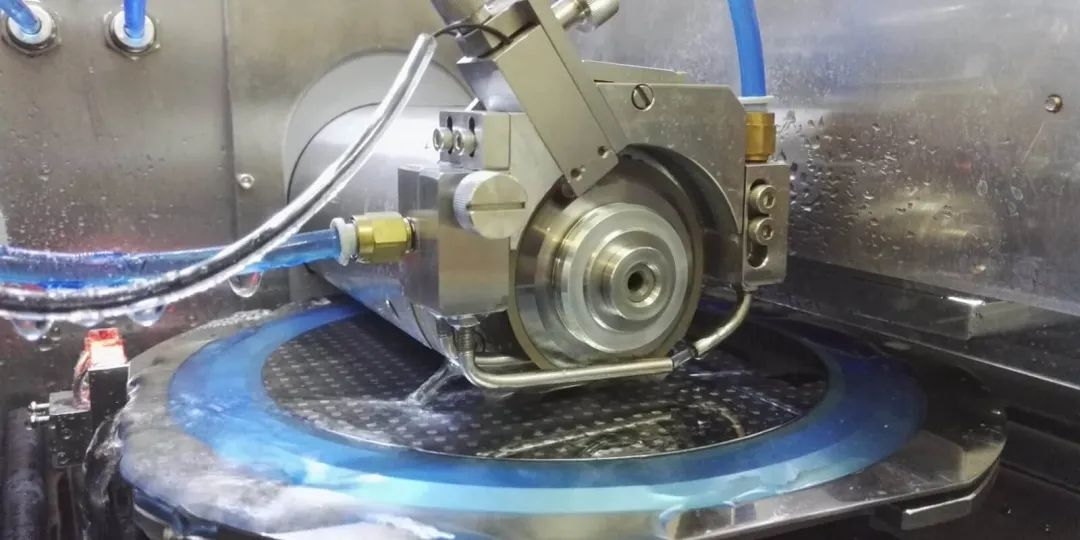
1, corte con hoja de diamante
El corte mecánico con disco de diamante es una técnica tradicional para separar obleas de SiC.
La oblea se monta sobre una película azul y se corta con una cuchilla recubierta de diamante que gira a alta velocidad. El ancho de la pista de corte suele estar en el rango de 50 a 100 micras.
Debido a la dureza del SiC, la velocidad de corte de la hoja es menor y la abrasión de la hoja de corte es mayor, lo que genera mayores costos. Además, el corte con cuchilla puede causar fragmentación y delaminación del borde de la viruta. Con el tamaño de la oblea de carburo de silicio cambiado de 4 pulgadas a 6 pulgadas de diámetro, la longitud acumulada de la pista se duplicó, más allá de la capacidad de una hoja estándar para realizar todo el corte. Como resultado, la cuchilla debe reemplazarse mientras la oblea todavía está en la posición de trabajo y puede romperse durante el proceso de corte, dañando la oblea.
Por ejemplo, un trazado de oblea de SiC de 100 mm (4 pulgadas) necesita de 6 a 8 horas y es fácil que se rompan los bordes. Por lo tanto, este método de procesamiento tradicional e ineficaz ha sido reemplazado gradualmente por el trazado por láser.
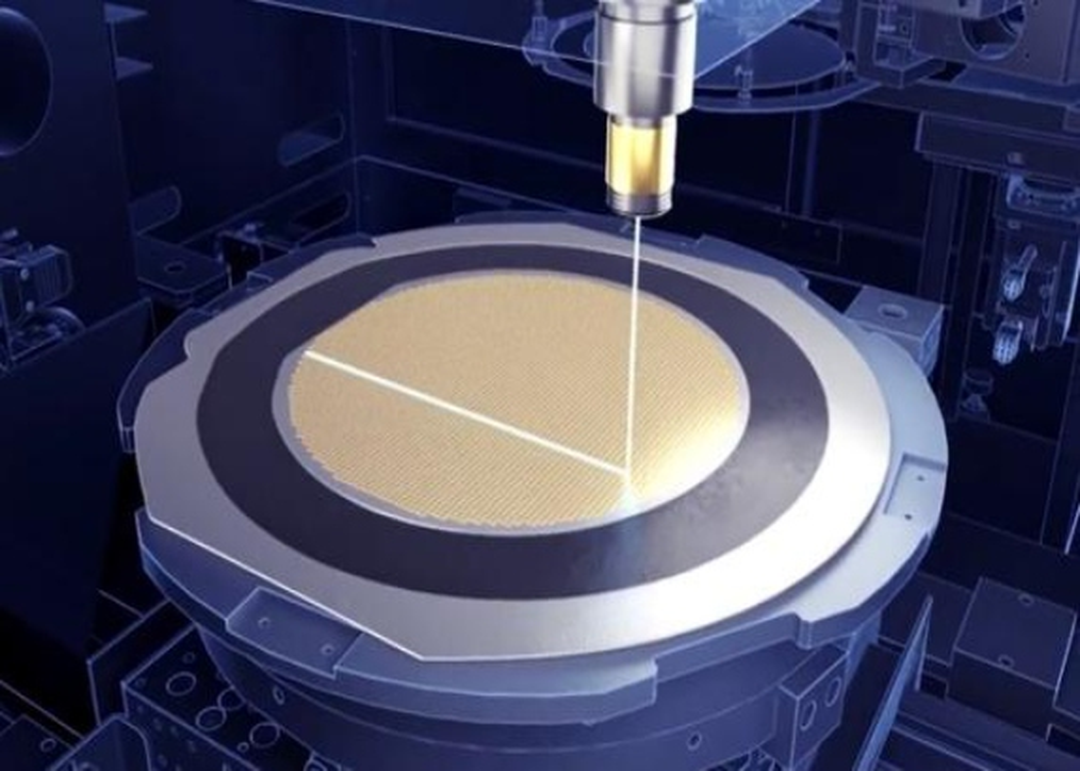
2, corte por ablación por láser
La ablación con láser es una alternativa al corte mecánico de obleas. El rayo láser se enfoca en la pista de corte. El material se calienta mediante la energía láser absorbida. Esto da como resultado importantes áreas afectadas por el calor y microfisuras. La película azul también puede verse afectada por el calor, lo que puede afectar el proceso de envasado posterior. Además, la tasa de ablación es muy baja y es necesario realizarla varias veces para separar el chip. El número de repeticiones depende del grosor de la oblea y de la velocidad de corte. Para evitar residuos de material en el chip, la superficie de la oblea debe recubrirse con una capa protectora. Las principales desventajas de esta tecnología de corte son la baja calidad de los bordes y la baja productividad.
En el corte sigiloso, un rayo láser de longitud de onda corta que pasa a través de una oblea de SiC se enfoca dentro del material. Crea una capa de defectos localizados dentro del material, que se convierte en el punto de partida para la separación de las obleas. Primero, el rayo láser se enfoca en la parte inferior de la oblea y asciende capa por capa. Debido al proceso de división, no se elimina material en la ruta de corte, lo que resulta en una incisión cero. En segundo lugar, la separación final del chip debe lograrse mediante un proceso de empalme mecánico separado, así como la expansión de la película azul. Debido a que el láser calienta el material dentro de la oblea, no se produce daño térmico a la superficie de la oblea. Los defectos en el patrón del collar de perlas con áreas superpuestas sólo pueden surgir dentro del material. Además, cada velocidad de corte es de unos 200 mm/s, y en algunas aplicaciones puede alcanzar los 300 mm/s. Sin embargo, dependiendo del grosor del material, el láser debe pasar varias veces antes de poder separar el chip. Esto provoca daños en las paredes laterales del chip debido a la capa alterada. Para enfocar el rayo láser en puntos muy pequeños dentro de la oblea, el rayo esparcido sobre una superficie plana en la pista de corte debe ser suave y mínimo. Para evitar el reflejo del láser se necesita una pista metálica sin cortes. Otra desventaja es que el ancho requerido para abrir la pista es función del espesor de la oblea (normalmente el 40 % del espesor de la oblea), lo que significa que para una oblea de SiC estándar con un espesor de 350 μm, el ancho mínimo necesario de la pista de corte es de 140 μm.
3, corte TLS
Separación por láser térmico es una alternativa rápida, limpia y rentable a la separación de obleas de carburo de silicio. El láser calienta el material y crea una región de tensión de compresión rodeada por un patrón de tensión de tracción tangencial. Luego se rocía una cantidad muy pequeña de agua desionizada, lo que crea una segunda zona enfriada cerca de la primera zona, provocando un patrón de tensión de tracción tangencial. La tensión de tracción se crea en la región donde se superponen los dos patrones de tensión, lo que abre y guía la punta de la grieta a través de todo el material.
El corte TLS es un proceso de un solo paso que puede separar obleas de todo el espesor a velocidades de separación de hasta 300 mm/s. El punto de partida es un rasguño superficial local o continuo en la superficie de la oblea. Dado que el corte TLS es un proceso dividido, tiene el potencial de reducir el ancho de la pista de corte y aumentar la cantidad de virutas en cada oblea. El borde del chip es liso, sin tensiones residuales ni microfisuras ni zonas de fragmentación. Son aceptables la estructura metálica (PCM) en la pista frontal y la poliimida en el chip. Además, dado que la separación se deriva del lóbulo en lugar de la separación/fractura física posterior, el metal de soporte se puede separar sin deslaminación ni verse afectado por el calor. El análisis de rendimiento utilizando el proceso de corte TLS en una oblea típica de un dispositivo de potencia con una parte posterior completamente metalizada muestra que el rendimiento promedio de poliimida y estructuras metálicas en la pista de corte supera el 98 %.
4,Trazado láser guiado por agua
El láser guía de agua debe enfocar el láser en la microcolumna de agua, el diámetro de la columna de agua varía según la apertura de la boquilla, hay varias especificaciones de 100 ~ 30 μm. Utilizando el principio de reflexión total entre la columna de agua y la interfaz de aire, el láser se propagará a lo largo de la dirección de desplazamiento de la columna de agua después de introducirse en la columna de agua. Se puede procesar dentro del rango estable de la columna de agua y la distancia de trabajo efectiva demasiado larga es especialmente adecuada para el corte de materiales gruesos. Cuando se corta con láser tradicional, la acumulación y conducción de energía es la principal causa de daño térmico en ambos lados de la ruta de corte, y el láser guiado por agua eliminará rápidamente el calor residual de cada pulso debido al papel de la columna de agua. y no se acumulará en la pieza de trabajo, por lo que la ruta de corte estará limpia. Con base en estas ventajas, en teoría, el corte por láser de carburo de silicio guiado por agua es una buena opción, pero la tecnología es difícil, la madurez del equipo relevante no es alta, como parte de desgaste de la boquilla con gran dificultad de producción, si no se puede Controle de forma precisa y estable la pequeña columna de agua, que salpica gotas de agua y elimina el chip, lo que afecta el rendimiento. Por tanto, el proceso aún no se ha aplicado a la producción de obleas de carburo de silicio.
Fountyl Technologies PTE Ltd se especializa en mandriles de vacío de cerámica, proporciona el mejor accesorio cerámico para el proceso de corte SIC, varios mandriles de 2/3/6/8/12/14 pulgadas.
