


소식










실리콘 카바이드 웨이퍼 절단 유형
탄화규소는 매우 단단하고 부서지기 쉬운 재료(모스 경도 9.2)로 가공 문제를 일으킬 수 있습니다. 이는 패키징되기 전에 웨이퍼를 별도의 칩으로 분할해야 하는 백엔드 프로세스에서 특히 그렇습니다.
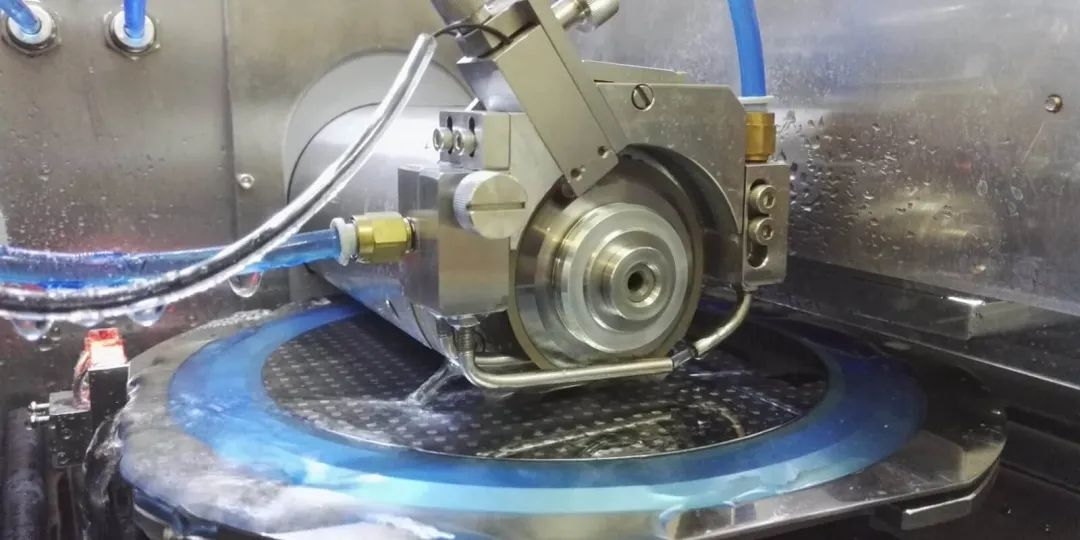
1, 다이아몬드 블레이드 절단
기계식 다이아몬드 블레이드 절단은 SiC 웨이퍼를 분리하는 전통적인 기술입니다.
웨이퍼는 파란색 필름 위에 장착되고 고속으로 회전하는 다이아몬드 코팅 블레이드로 절단됩니다. 절단 활주로의 폭은 일반적으로 50~100미크론 범위입니다.
SiC의 경도로 인해 블레이드의 절단 속도가 느리고 절단 블레이드의 마모가 높아져 비용이 높아집니다. 또한 블레이드 절단으로 인해 칩 가장자리 조각화 및 박리가 발생할 수 있습니다. 탄화규소 웨이퍼 크기가 직경 4인치에서 6인치로 변경되면서 누적 활주로 길이가 두 배 이상 늘어 표준 블레이드가 모든 절단 작업을 수행할 수 있는 능력을 넘어섰습니다. 결과적으로, 웨이퍼가 작업 위치에 있는 동안 블레이드를 교체해야 하며 절단 과정 중에 파열되어 웨이퍼가 손상될 수 있습니다.
예를 들어, 100mm(4인치) 크기의 SiC 웨이퍼 한 장을 스크라이빙하려면 6~8시간이 소요되며 가장자리 파손이 발생하기 쉽습니다. 따라서 이러한 전통적인 비효율적인 가공 방법은 점차 레이저 스크라이빙으로 대체되었습니다.
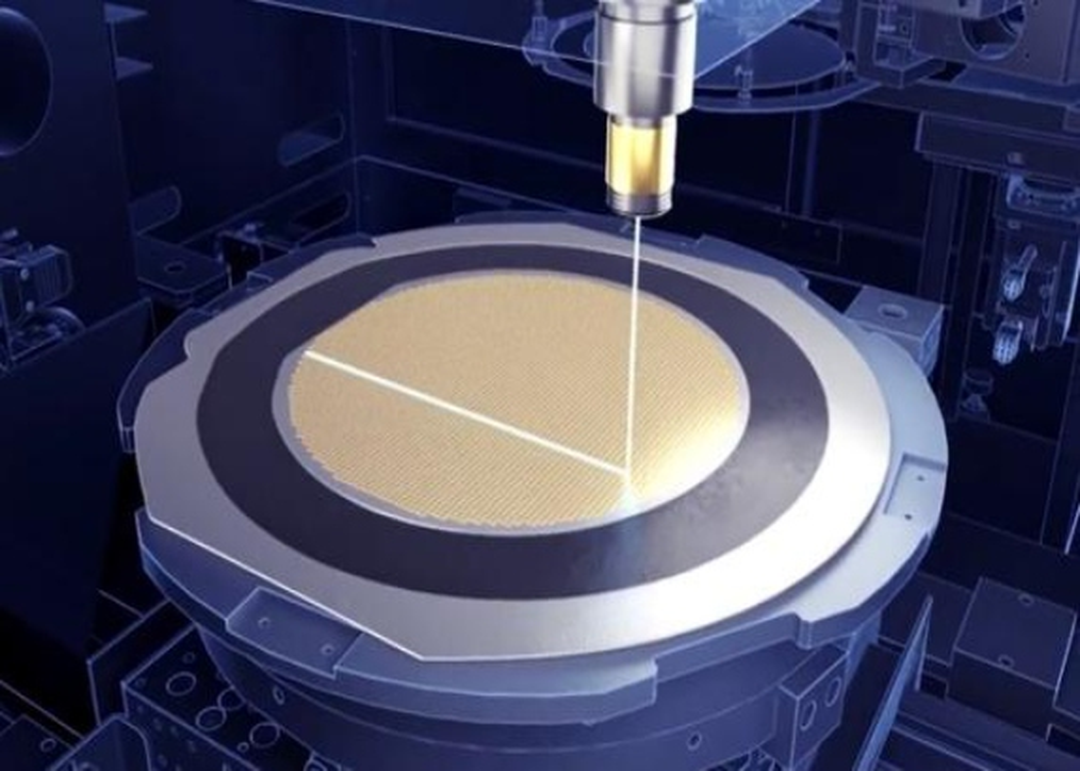
2, 레이저 제거 절단
레이저 절제는 기계적 웨이퍼 절단의 대안입니다. 레이저 빔은 절단 활주로에 집중됩니다. 흡수된 레이저 에너지에 의해 재료가 가열됩니다. 이로 인해 상당한 열 영향을 받는 부위와 미세 균열이 발생합니다. 청색 필름은 열에 의해 영향을 받을 수도 있으며, 이는 후속 포장 공정에 영향을 미칠 수 있습니다. 또한, 절제율이 매우 낮고 칩을 분리하기 위해 여러 번 수행해야 합니다. 반복 횟수는 웨이퍼 두께와 절단 속도에 따라 다릅니다. 칩에 물질 잔여물이 남지 않도록 하려면 웨이퍼 표면을 보호 코팅으로 코팅해야 합니다. 이 절단 기술의 주요 단점은 가장자리 품질이 낮고 생산성이 낮다는 것입니다.
스텔스 절단에서는 SiC 웨이퍼를 통과하는 단파장 레이저 빔이 재료 내부에 집중됩니다. 이는 재료 내부에 국부적인 결함 층을 생성하며, 이는 웨이퍼 분리의 출발점이 됩니다. 먼저, 레이저 빔이 웨이퍼 하부에 집중되어 한 층씩 위로 이동합니다. 분할 공정으로 인해 절단 경로에서 재료 제거가 없어 절개가 발생하지 않습니다. 둘째, 칩의 최종 분리는 별도의 기계적 접합 공정과 청색 필름의 팽창을 통해 이루어져야 한다. 레이저는 웨이퍼 내부의 재료를 가열하기 때문에 웨이퍼 표면에 열 손상이 없습니다. 중첩되는 부분이 있는 진주 목걸이 패턴의 결함은 소재 내부에서만 발생할 수 있습니다. 또한 각 절단 속도는 약 200mm/s이며 일부 응용 분야에서는 300mm/s에 도달할 수 있습니다. 하지만 재료의 두께에 따라 레이저가 칩을 분리하기까지 여러 번 통과해야 합니다. 이로 인해 변경된 레이어로 인해 칩의 측벽이 손상됩니다. 웨이퍼 내부의 매우 작은 지점에 레이저 빔의 초점을 맞추려면 절단 활주로의 평평한 표면에 산란되는 빔이 부드럽고 최소화되어야 합니다. 레이저 반사를 방지하려면 금속 절단이 없는 활주로가 필요합니다. 또 다른 단점은 활주로를 여는 데 필요한 폭이 웨이퍼 두께의 함수(일반적으로 웨이퍼 두께의 40%)라는 점입니다. 즉, 두께가 350μm인 표준 SiC 웨이퍼의 경우 필요한 최소 절단 활주로 폭은 140μm입니다.
삼, TLS 절단
열 레이저 분리 탄화규소 웨이퍼 분리에 대한 빠르고 깨끗하며 비용 효율적인 대안입니다. 레이저는 재료를 가열하고 접선 인장 응력 패턴으로 둘러싸인 압축 응력 영역을 생성합니다. 그런 다음 아주 적은 양의 탈이온수 스프레이가 분사되어 첫 번째 영역 근처에 두 번째 냉각 영역이 생성되어 접선 인장 응력 패턴이 발생합니다. 두 응력 패턴이 겹치는 영역에 인장 응력이 생성되어 전체 재료를 통해 균열 팁이 열리고 안내됩니다.
TLS 절단은 최대 300mm/s의 분리 속도로 전체 두께의 웨이퍼를 분리할 수 있는 단일 단계 공정입니다. 시작점은 웨이퍼 표면의 국부적이거나 연속적인 얕은 스크래치입니다. TLS 절단은 분할 공정이기 때문에 절단 활주로의 폭을 줄이고 각 웨이퍼의 칩 수를 늘릴 수 있는 가능성이 있습니다. 칩의 가장자리는 매끄러우며 잔류 응력이나 미세 균열 및 조각화 영역이 없습니다. 전면 활주로의 금속 구조물(PCM)과 칩의 폴리이미드는 허용됩니다. 또한, 후속되는 물리적인 박리/파괴가 아닌 로브(lobe)에서 박리가 이루어지기 때문에 백킹메탈이 박리되거나 열에 영향을 받지 않고 박리될 수 있다. 후면이 완전히 금속화된 일반적인 전력 장치 웨이퍼에 대한 TLS 절단 공정을 사용한 수율 분석에 따르면 절단 활주로의 폴리이미드 및 금속 구조의 평균 수율이 98%를 초과하는 것으로 나타났습니다.
4,수중 유도 레이저 스크라이빙
워터 가이드 레이저는 미세 물기둥에 레이저를 집중시키는 것으로, 물기둥의 직경은 노즐 구경에 따라 달라지며 100~30μm까지 다양한 사양이 있다. 물기둥과 공기 경계면 사이의 전반사 원리를 사용하여 레이저는 물기둥에 유입된 후 물기둥 이동 방향을 따라 전파됩니다. 물기둥의 안정적인 범위 내에서 처리할 수 있으며, 지나치게 긴 유효 작업 거리는 두꺼운 재료 절단에 특히 적합합니다. 기존 레이저 절단 시 에너지의 축적과 전도는 절단 경로 양쪽의 열 손상의 주요 원인이며, 물 유도 레이저는 물기둥의 역할로 인해 각 펄스의 잔열을 신속하게 제거합니다. , 가공물에 쌓이지 않아 절단 경로가 깨끗합니다. 이러한 장점을 바탕으로 이론적으로 물 유도 레이저 절단 실리콘 카바이드는 좋은 선택이지만 기술이 어렵고 관련 장비 성숙도가 높지 않으며 노즐의 착용 부분으로 큰 생산 어려움이 있는 경우 작은 물 기둥을 정확하고 안정적으로 제어하여 물방울이 튀어 칩을 제거하여 수율에 영향을 미칩니다. 따라서 이 공정은 아직 탄화규소 웨이퍼 생산에 적용되지 않았습니다.
Fountyl Technologies PTE Ltd는 세라믹 진공 척을 전문으로 하며 SIC 절단 공정을 위한 최고의 세라믹 고정 장치, 2/3/6/8/12/14인치의 다양한 척을 제공합니다.
