


Haberler










Silisyum karbür gofret kesme türleri
Silisyum karbür çok sert ve kırılgan bir malzemedir (Mohs sertliği 9,2), bu da işleme sorunlarına neden olabilir. Bu özellikle gofretlerin paketlenmeden önce ayrı yongalara bölünmesi gereken arka uç işlemi sırasında geçerlidir.
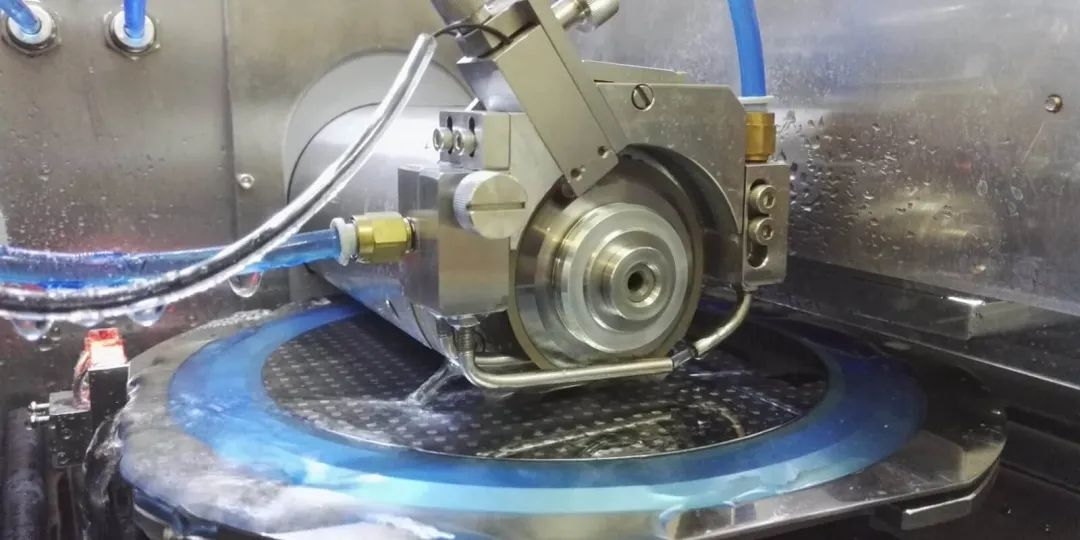
1, Elmas bıçak kesme
Mekanik elmas bıçakla kesme, SiC levhalarını ayırmak için geleneksel bir tekniktir.
Gofret mavi bir film üzerine monte ediliyor ve yüksek hızda dönen elmas kaplı bir bıçakla kesiliyor. Kesim pistinin genişliği genellikle 50 ila 100 mikron aralığındadır.
SiC'nin sertliği nedeniyle bıçağın kesme hızı daha düşük, kesici bıçağın aşınması daha yüksek olduğundan maliyetler daha yüksek olur. Ayrıca bıçakla kesme, talaş kenarının parçalanmasına ve katmanlara ayrılmasına neden olabilir. silisyum karbür plaka boyutunun çapı 4 inçten 6 inç'e değiştirildiğinde, kümülatif pist uzunluğu iki kattan fazla arttı; bu, standart bir bıçağın tüm kesme işlemini yapabilme yeteneğinin ötesindeydi. Sonuç olarak bıçağın, levha hâlâ çalışma konumundayken değiştirilmesi gerekir ve kesme işlemi sırasında parçalanıp levhaya zarar verebilir.
Örneğin, 100 mm'lik (4 inç) bir adet SiC plakanın çizilmesi 6 ila 8 saat sürer ve kenar kırılmasına neden olmak kolaydır. Bu nedenle, bu geleneksel verimsiz işleme yönteminin yerini yavaş yavaş lazer çizme almıştır.
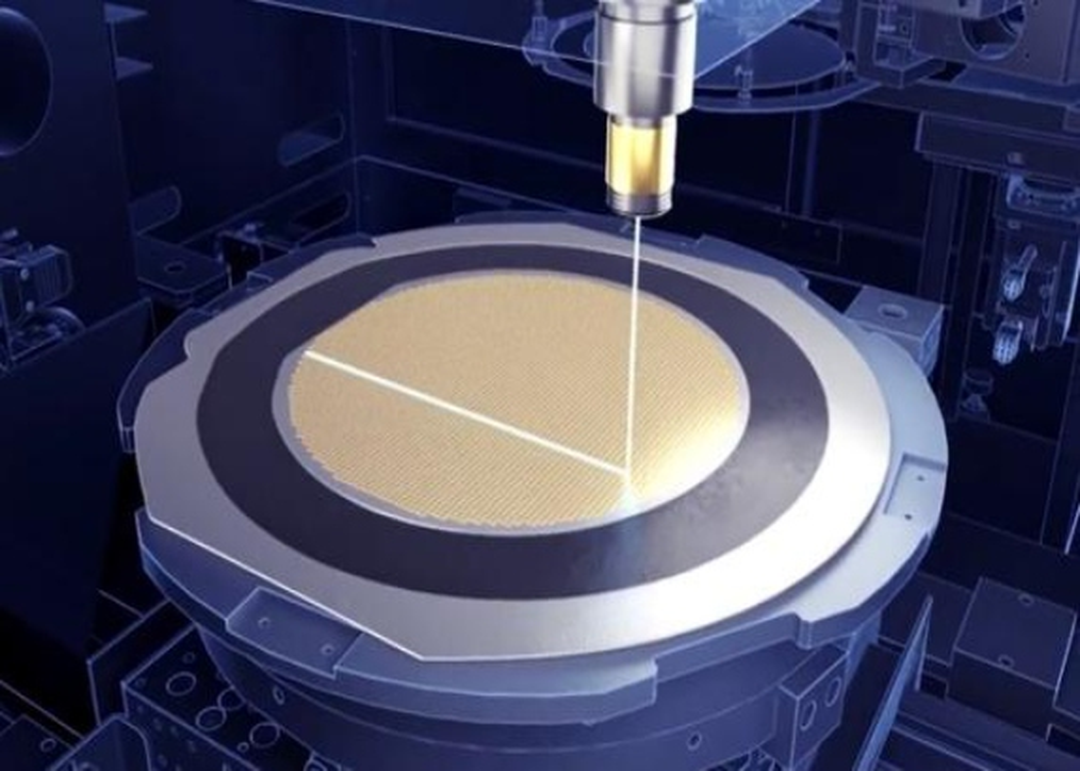
2, Lazer ablasyon kesimi
Lazer ablasyon, mekanik levha kesmeye bir alternatiftir. Lazer ışını kesme pistine odaklanır. Malzeme absorbe edilen lazer enerjisi ile ısıtılır. Bu, ısıdan etkilenen önemli alanlara ve mikro çatlaklara neden olur. Mavi film aynı zamanda ısıdan da etkilenebilir ve bu da sonraki paketleme sürecini etkileyebilir. Ayrıca ablasyon oranı oldukça düşüktür ve çipin ayrılması için birkaç kez yapılması gerekmektedir. Tekrar sayısı gofret kalınlığına ve kesme hızına bağlıdır. Çip üzerinde malzeme kalıntısını önlemek için gofretin yüzeyi koruyucu bir kaplama ile kaplanmalıdır. Bu kesme teknolojisinin ana dezavantajları düşük kenar kalitesi ve düşük üretkenliktir.
Gizli kesimde, bir SiC levhadan geçen kısa dalga boylu bir lazer ışını malzemenin içine odaklanır. Malzemenin içinde, levha ayrımının başlangıç noktası haline gelen, lokalize kusurlardan oluşan bir katman oluşturur. İlk olarak, lazer ışını levhanın alt kısmına odaklanır ve katman katman yukarı doğru hareket eder. Bölünmüş işlem nedeniyle kesme yolunda malzeme kaldırma işlemi yapılmaz, bu da sıfır kesi yapılmasına neden olur. İkincisi, çipin son ayrılması, mavi filmin genişletilmesinin yanı sıra ayrı bir mekanik birleştirme işlemiyle gerçekleştirilmelidir. Lazer, levhanın içindeki malzemeyi ısıttığı için levha yüzeyinde termal bir hasar oluşmaz. Yerleri örtüşen inci kolye modelinde kusurlar ancak malzemenin içerisinden kaynaklanabilmektedir. Ayrıca her kesme hızı yaklaşık 200 mm/s'dir ve bazı uygulamalarda 300 mm/s'ye ulaşabilir. Ancak malzemenin kalınlığına bağlı olarak lazerin çipi ayırabilmesi için birkaç kez geçmesi gerekir. Bu, değişen katman nedeniyle çipin yan duvarlarının hasar görmesine neden olur. Lazer ışınını levhanın içindeki çok küçük noktalara odaklamak için, kesme pistinde düz bir yüzeye saçılan ışının düzgün olması ve en aza indirilmesi gerekir. Lazerin yansımasını önlemek için metal kesimsiz bir pist gereklidir. Diğer bir dezavantaj ise pisti açmak için gereken genişliğin levha kalınlığının bir fonksiyonu olmasıdır (tipik olarak levha kalınlığının %40'ı); bu, 350μm kalınlığa sahip standart bir SiC levha için gerekli minimum kesim pist genişliğinin 140μm olduğu anlamına gelir.
3, TLS kesme
Termal Lazer Ayırma silisyum karbür levhaların ayrılmasına hızlı, temiz ve uygun maliyetli bir alternatiftir. Lazer malzemeyi ısıtır ve teğetsel çekme gerilimi modeliyle çevrelenmiş bir basınç gerilimi bölgesi oluşturur. Daha sonra çok az miktarda deiyonize su spreyi püskürtülür, bu da birinci bölgenin yakınında ikinci bir soğutulmuş bölge oluşturarak teğetsel bir çekme gerilimi modeline neden olur. Çekme gerilimi, iki gerilim modelinin üst üste geldiği bölgede oluşturulur ve bu, çatlağın ucunu tüm malzeme boyunca açar ve yönlendirir.
TLS kesme, tüm kalınlıktaki levhaları 300 mm/s'ye varan ayırma hızlarında ayırabilen tek adımlı bir işlemdir. Başlangıç noktası, levha yüzeyindeki lokal veya sürekli sığ bir çiziktir. TLS kesimi bölünmüş bir işlem olduğundan, kesme pistinin genişliğini azaltma ve her levha üzerindeki talaş sayısını artırma potansiyeline sahiptir. Çipin kenarı pürüzsüzdür, artık gerilim veya mikro çatlaklar ve parçalanma bölgeleri yoktur. Ön pistteki metal yapı (PCM) ve çip üzerindeki poliimid kabul edilebilir. Ek olarak, ayrılma, daha sonraki fiziksel ayrılma/kırılma yerine lobdan kaynaklandığı için, destek metali, katmanlara ayrılmadan veya ısıdan etkilenmeden ayrılabilir. Arkası tamamen metalize edilmiş tipik bir güç cihazı levhası üzerinde TLS kesme prosesi kullanılarak yapılan verim analizi, kesme pistindeki poliimid ve metal yapıların ortalama veriminin %98'i aştığını göstermektedir.
4,Su güdümlü lazer kazıma
Su kılavuz lazeri, lazeri mikro su kolonuna odaklamak içindir, su kolonunun çapı nozul açıklığına göre değişir, 100 ~ 30 μm çeşitli spesifikasyonlar vardır. Su sütunu ile hava arayüzü arasındaki toplam yansıma ilkesi kullanılarak lazer, su sütununa verildikten sonra su sütununun hareket yönü boyunca yayılacaktır. Su sütununun sabit aralığında işlenebilir ve aşırı uzun etkili çalışma mesafesi özellikle kalın malzemelerin kesilmesi için uygundur. Geleneksel lazer kesimde, enerjinin birikmesi ve iletilmesi, kesme yolunun her iki tarafındaki termal hasarın ana nedenidir ve su kılavuzlu lazer, su sütununun rolü nedeniyle her darbenin kalan ısısını hızlı bir şekilde ortadan kaldıracaktır. ve iş parçası üzerinde birikmeyeceğinden kesme yolu temiz olur. Bu avantajlara dayanarak, su güdümlü lazer kesim teorisinde silisyum karbür iyi bir seçimdir, ancak teknolojisi zordur, ilgili ekipman olgunluğu yüksek değildir, nozulun aşınan bir parçası olarak büyük üretim zorluğu vardır, eğer yapamıyorsanız Küçük su sütununu doğru ve istikrarlı bir şekilde kontrol edin, su damlacıklarını sıçratarak çipi aşındırın ve verimi etkileyin. Bu nedenle proses henüz silisyum karbür levhaların üretimine uygulanmamıştır.
Fountyl Technologies PTE Ltd, seramik vakumlu ayna konusunda uzmanlaşmıştır, SIC kesme işlemi için en iyi seramik fikstürü, 2/3/6/8/12/14 inçlik çeşitli aynaları sağlar.
