


أخبار










أنواع قطع رقاقة كربيد السيليكون
كربيد السيليكون مادة صلبة وهشة للغاية (صلابة موهس 9.2)، مما قد يسبب مشاكل في المعالجة. وينطبق هذا بشكل خاص أثناء العملية الخلفية، حيث يجب تقسيم الرقائق إلى شرائح منفصلة قبل تعبئتها.
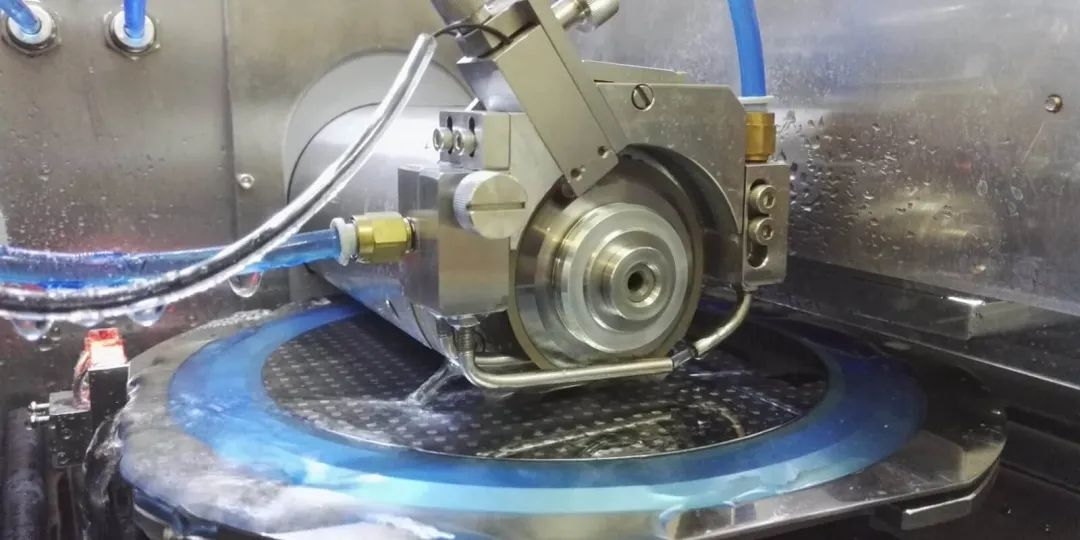
1، قطع شفرة الماس
يعد القطع الميكانيكي بشفرة الماس تقنية تقليدية لفصل رقائق SiC.
يتم تثبيت الرقاقة على طبقة زرقاء ويتم قطعها بواسطة شفرة مطلية بالألماس تدور بسرعة عالية. يتراوح عرض مدرج القطع عادةً بين 50 إلى 100 ميكرون.
نظرًا لصلابة SiC، تكون سرعة قطع الشفرة أقل، ويكون تآكل شفرة القطع أعلى، مما يؤدي إلى ارتفاع التكاليف. بالإضافة إلى ذلك، يمكن أن يؤدي قطع الشفرة إلى تجزئة حافة الشريحة وتصفيحها. مع تغيير حجم رقاقة كربيد السيليكون من 4 بوصات إلى 6 بوصات في القطر، تضاعف طول المدرج التراكمي، بما يتجاوز قدرة الشفرة القياسية على القيام بكل عمليات القطع. ونتيجة لذلك، يجب استبدال الشفرة بينما لا تزال الرقاقة في وضع العمل ويمكن أن تنفجر أثناء عملية القطع، مما يؤدي إلى إتلاف الرقاقة.
على سبيل المثال، تحتاج قطعة واحدة من رقاقة SiC للكتابة بحجم 100 مم (4 بوصة) إلى أن تستغرق من 6 إلى 8 ساعات، ومن السهل أن تتسبب في كسر الحافة. لذلك، تم استبدال طريقة المعالجة التقليدية غير الفعالة تدريجيًا بالكتابة بالليزر.
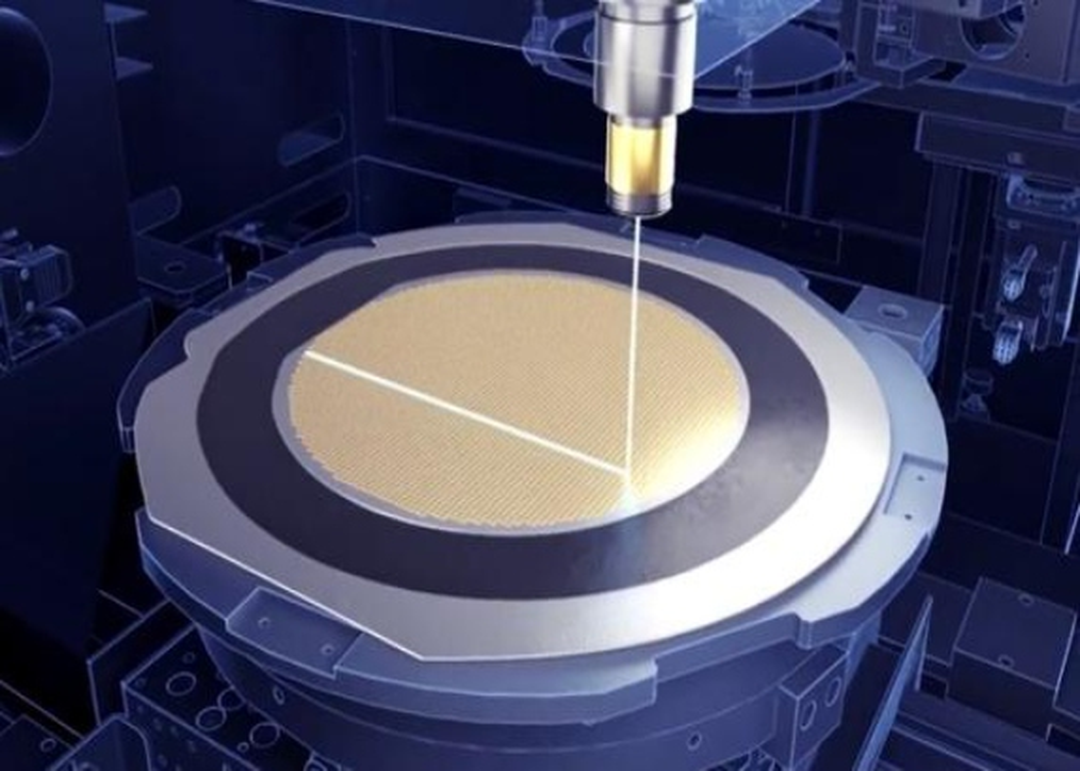
2، قطع الاجتثاث بالليزر
يعد الاستئصال بالليزر بديلاً لقطع الرقاقات الميكانيكية. يتم تركيز شعاع الليزر على مدرج القطع. يتم تسخين المادة بواسطة طاقة الليزر الممتصة. وينتج عن ذلك مناطق كبيرة متأثرة بالحرارة وشقوق صغيرة. قد يتأثر الغشاء الأزرق أيضًا بالحرارة، مما قد يؤثر على عملية التعبئة اللاحقة. بالإضافة إلى ذلك، فإن معدل الاجتثاث منخفض جدًا ويجب إجراؤه عدة مرات لفصل الشريحة. يعتمد عدد التكرارات على سمك الرقاقة وسرعة القطع. من أجل تجنب بقايا المواد على الرقاقة، يجب طلاء سطح الرقاقة بطبقة واقية. تتمثل العيوب الرئيسية لتقنية القطع هذه في انخفاض جودة الحافة وانخفاض الإنتاجية.
في القطع الخفي، يتم تركيز شعاع ليزر قصير الطول يمر عبر رقاقة SiC داخل المادة. فهو يخلق طبقة من العيوب الموضعية داخل المادة، والتي تصبح نقطة البداية لفصل الرقاقة. أولاً، يتم تركيز شعاع الليزر على الجزء السفلي من الرقاقة ويتحرك للأعلى طبقة بعد طبقة. بسبب عملية الانقسام، لا توجد إزالة للمواد في مسار القطع، مما يؤدي إلى عدم حدوث أي شق. ثانيًا، يجب أن يتم الفصل النهائي للرقاقة من خلال عملية ربط ميكانيكية منفصلة بالإضافة إلى توسيع الغشاء الأزرق. نظرًا لأن الليزر يسخن المادة الموجودة داخل الرقاقة، فلا يوجد أي ضرر حراري لسطح الرقاقة. لا يمكن أن تنشأ العيوب في نمط عقد اللؤلؤ مع المناطق المتداخلة إلا داخل المادة. بالإضافة إلى ذلك، كل معدل قطع يبلغ حوالي 200 مم/ ثانية، وفي بعض التطبيقات يمكن أن يصل إلى 300 مم/ ثانية. ومع ذلك، اعتمادًا على سمك المادة، يحتاج الليزر إلى المرور عدة مرات قبل أن يتمكن من فصل الشريحة. وينتج عن ذلك تلف الجدران الجانبية للرقاقة بسبب الطبقة المتغيرة. من أجل تركيز شعاع الليزر على نقاط صغيرة جدًا داخل الرقاقة، يجب أن يكون الشعاع المتناثر على سطح مستو في مدرج القطع سلسًا ومصغرًا. من أجل تجنب انعكاس الليزر، مطلوب مدرج معدني خالي من القطع. عيب آخر هو أن العرض المطلوب لفتح المدرج يعتمد على سماكة الرقاقة (عادة 40% من سماكة الرقاقة)، مما يعني أنه بالنسبة لرقاقة SiC القياسية بسماكة 350 ميكرومتر، فإن الحد الأدنى الضروري لعرض المدرج المقطوع هو 140 ميكرومتر.
3، قطع TLS
الفصل الحراري بالليزر هو بديل سريع ونظيف وفعال من حيث التكلفة لفصل رقائق كربيد السيليكون. يقوم الليزر بتسخين المادة وإنشاء منطقة من إجهاد الضغط محاطة بنمط من إجهاد الشد العرضي. ثم يتم رش كمية صغيرة جدًا من رذاذ الماء منزوع الأيونات، مما يخلق منطقة تبريد ثانية بالقرب من المنطقة الأولى، مما يسبب نمطًا من إجهاد الشد العرضي. يتم إنشاء إجهاد الشد في المنطقة التي يتداخل فيها نمطا الإجهاد، مما يفتح ويوجه طرف الشق عبر المادة بأكملها.
قطع TLS عبارة عن عملية من خطوة واحدة يمكنها فصل الرقاقات ذات السماكة الكاملة بسرعات فصل تصل إلى 300 مم/ثانية. نقطة البداية هي خدش سطحي محلي أو مستمر على سطح الرقاقة. نظرًا لأن قطع TLS عبارة عن عملية منقسمة، فإن لديها القدرة على تقليل عرض مدرج القطع وزيادة عدد الرقائق على كل رقاقة. حافة الشريحة ناعمة، بدون إجهاد متبقي أو شقوق صغيرة ومناطق تجزئة. الهيكل المعدني (PCM) على المدرج الأمامي والبوليميد الموجود على الرقاقة مقبول. بالإضافة إلى ذلك، بما أن الفصل مشتق من الفص بدلاً من الانفصال/الكسر الفيزيائي اللاحق، فيمكن فصل المعدن الداعم دون تصفيح أو تأثر بالحرارة. يُظهر تحليل العائد باستخدام عملية القطع TLS على رقاقة جهاز طاقة نموذجية ذات ظهر معدني بالكامل أن متوسط إنتاج البوليميد والهياكل المعدنية على مدرج القطع يتجاوز 98%.
4,الكتابة بالليزر الموجهة بالمياه
يهدف ليزر التوجيه المائي إلى تركيز الليزر في عمود الماء الصغير، ويختلف قطر عمود الماء وفقًا لفتحة الفوهة، وهناك مواصفات مختلفة تتراوح من 100 إلى 30 ميكرومتر. باستخدام مبدأ الانعكاس الكلي بين عمود الماء وواجهة الهواء، سيتم نشر الليزر على طول اتجاه حركة عمود الماء بعد إدخاله في عمود الماء. يمكن معالجتها ضمن النطاق المستقر لعمود الماء، ومسافة العمل الفعالة الطويلة مناسبة بشكل خاص لقطع المواد السميكة. عند القطع بالليزر التقليدي، يكون تراكم وتوصيل الطاقة هو السبب الرئيسي للضرر الحراري على جانبي مسار القطع، وسيقوم الليزر الموجه بالمياه بسرعة بإزالة الحرارة المتبقية من كل نبضة بسبب دور عمود الماء ولن تتراكم على قطعة العمل، وبالتالي يكون مسار القطع نظيفًا. بناءً على هذه المزايا، من الناحية النظرية، يعتبر قطع كربيد السيليكون بالليزر الموجه بالماء خيارًا جيدًا، ولكن التكنولوجيا صعبة، ونضج المعدات ذات الصلة ليس مرتفعًا، حيث أن الجزء المتآكل من الفوهة يواجه صعوبة كبيرة في الإنتاج، إذا لم تتمكن من ذلك التحكم بدقة وثبات في عمود الماء الصغير، حيث تقوم قطرات الماء المتناثرة بإزالة الرقاقة، مما يؤثر على المحصول. ولذلك، لم يتم تطبيق هذه العملية بعد على إنتاج رقائق كربيد السيليكون.
Fountyl Technologies PTE Ltd متخصصة في ظرف فراغ السيراميك، وتوفر أفضل تركيبات السيراميك لعملية قطع SIC، ظرف مختلف في 2/3/6/8/12/14 بوصة.
