


Nouvelles










Mandrin électrostatique en céramique : Comment ce composant semi-conducteur « à col coincé » est-il produit ?
De l'ère PC + Internet à l'ère mobile + médias sociaux, puis à la future ère IA + big data, afin de répondre à la tendance croissante et diversifiée de la demande système, la technologie d'emballage au niveau des tranches progresse constamment dans le sens de la haute technologie. -densité, ultra-minces, ultra-petites et performances supérieures, et en même temps, le problème de serrage des tranches de dispositifs ultra-minces a également mis en avant de nouvelles exigences et de nouveaux défis.
Les méthodes traditionnelles de serrage des plaquettes comprennent le serrage mécanique, le collage par paraffine et d'autres méthodes souvent utilisées dans l'industrie des machines traditionnelles, qui sont faciles à endommager la plaquette, et il est facile de déformer la plaquette et de la polluer, ce qui a un grand impact sur sa précision de traitement. Plus tard, des mandrins à vide préparés à partir de céramiques poreuses ont été progressivement développés. Parce que le mandrin à vide utilise une surface en silicium et en céramique pour former une pression négative et absorber la plaquette, il est facile de provoquer une déformation locale de la plaquette et d'affecter la planéité. Ainsi, ces dernières années, avec une force d'adsorption stable et uniforme, ne polluera pas La plaquette et peut contrôler efficacement la température du mandrin électrostatique en céramique de la plaquette est progressivement devenu un outil de serrage idéal pour les plaquettes ultra-minces.

Comment fonctionne le mandrin électrostatique ? En général, le mandrin électrostatique en céramique est principalement composé d'une couche d'adsorption diélectrique, d'une couche d'électrode et d'une couche de base, qui sont empilées de la surface vers l'intérieur dans une structure en couches, et la couche d'adsorption diélectrique est située sur la surface pour obtenir une adsorption efficace. La couche d'électrode est située au milieu, en ajoutant une tension positive ou négative, formant un champ électrostatique, et la couche de base joue un rôle de support et de fixation. De plus, la ventouse électrostatique peut également être intégrée dans la colonne d'électrode, le canal de gaz, le matériau de liaison et d'autres structures auxiliaires, dans lesquels le gaz peut être passé en gaz He pendant le travail, à travers le flux de circulation de gaz pour le transfert de chaleur, de manière à stabiliser la température de la plaquette.
Selon que la couche d'adsorption diélectrique est un diélectrique dopé, le mandrin électrostatique peut être divisé en classe Coulomb et classe à dos chaud rotatif (JR), les ventouses en diélectrique pur (matériaux céramiques à haute impédance) sont de classe Coulomb, et les ventouses fabriqués en diélectrique dopé (tel que l'oxyde de titane dopé (TO2) et d'autres substances, appartiennent au semi-conducteur) sont de la classe rotative à dos chaud (JR). Le principe d'adsorption des deux est très différent, les deux sont l'utilisation d'une alimentation CC, le champ électrostatique formé dans la couche d'électrode, de sorte que la surface de la couche diélectrique produit une charge de polarité opposée à la charge de surface de la tranche. , et l'adsorption de la plaquette. Cependant, comme le diélectrique a une certaine conductivité, en plus de la charge de polarisation, il y a une grande partie de la charge libre, donc la force d'aspiration de la ventouse de type JR est supérieure à celle de la ventouse de type Coulomb, et la L'adsorption peut être obtenue sous une faible tension, mais dans la phase de désorption, en raison de la charge libre sur la surface de la ventouse de type JR, en plus de couper l'alimentation CC haute tension, il est généralement nécessaire d'utiliser un inverseur. tension statique pour forcer l'élimination de la charge résiduelle avant que la puce ne puisse se désorber, ce qui augmente dans une certaine mesure la difficulté et la complexité du contrôle.
Comment les mandrins électrostatiques sont-ils produits ?
01 Sélection des matériaux
Par rapport aux matériaux métalliques, les matériaux céramiques sont non seulement résistants à l'usure, évitent le risque de pollution par les copeaux, mais présentent également des avantages inhérents en matière d'isolation électrique. La technologie des mandrins électrostatiques est donc principalement basée sur la céramique d'alumine ou la céramique de nitrure d'aluminium comme matériau principal. En général, pour le traitement ordinaire des plaquettes de silicium, l'utilisation d'oxyde d'aluminium de haute pureté comme matériau peut répondre aux besoins, mais pour le traitement des plaquettes en carbure de silicium, vous devez utiliser un mandrin électrostatique en nitrure d'aluminium.
Conductivité thermique du nitrure d'aluminium (théoriquement jusqu'à 320 W/(m·K)), coefficient de dilatation thermique correspondant aux matériaux d'électrode, isolation et propriétés mécaniques associées sont meilleures que l'alumine, non seulement peut être dans l'environnement sous vide halogène plasma peut être un fonctionnement soutenu , résister aux semi-conducteurs et à la microélectronique l'environnement de processus le plus exigeant, mais aussi en contrôlant sa résistivité volumique, fournissant une force d'adsorption plus stable et suffisante et un meilleur contrôle de la température, il devrait remplacer progressivement le mandrin électrostatique de la céramique d'alumine, qui est le principal développement direction du mandrin électrostatique à l'avenir. Cependant, dans le processus de préparation, en raison du point de fusion plus élevé du nitrure d'aluminium, le coefficient d'auto-diffusion atomique est faible, de sorte que les céramiques AlN pures sont difficiles à densifier par frittage, et nécessitent souvent une température de frittage allant jusqu'à 1800 ℃ au-dessus, pas seulement des exigences plus élevées. pour l'équipement de frittage, mais il faut également choisir le processus de frittage, l'atmosphère et les additifs de frittage appropriés pour améliorer les performances de frittage, le processus est plus complexe.
02 Parcours de production
Étant donné que le mandrin électrostatique est intégré à au moins une électrode dans le disque en céramique, afin de réaliser la cuisson unique du matériau d'électrode et du matériau céramique, il est généralement préparé par une technologie de co-cuisson de céramique multicouche, comprenant le moulage , tranchage, sérigraphie, laminage, pressage à chaud, frittage et autres processus.
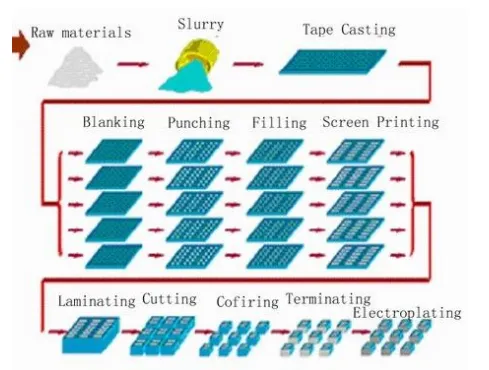
① Tranchage de coulée : la couche diélectrique du mandrin électrostatique de type Coulomb est exempte de matériaux conducteurs dopants, et la poudre céramique, le solvant, le dispersant, le liant, le plastifiant, les additifs de frittage et d'autres composants peuvent être mélangés pour préparer une suspension stable, et la céramique le vert d'une certaine épaisseur peut être enduit, séché et tranché sur la machine de coulée à l'aide d'un grattoir. Le mandrin électrostatique de type JR doit également ajouter un certain agent de régulation de résistance (matériau conducteur) à la résistance de la couche JR pour atteindre la plage de fonctions requise, puis le moulage est préparé en vert.
② Sérigraphie : la sérigraphie est principalement utilisée pour la préparation de la couche d'électrode. Lors du processus d'impression, la pâte conductrice est d'abord versée sur une extrémité de la plaque d'écran, puis sous l'action du grattoir de la sérigraphie, la pâte conductrice se dépose sur la base à travers les mailles de la plaque d'écran, lorsque le grattoir d'impression est gratté à travers toute la plaque d'écran et garantit que la pâte d'argent est remplie du trou d'écran, un processus d'impression peut être complété.
③ Pressage à chaud laminé : les carreaux bruts sont empilés conformément à l'ordre requis (couche de base, couche d'électrode, couche diélectrique) et au nombre de couches à la fois, puis les carreaux bruts multicouches sont connectés ensemble sous une température spécifique et pression pour former le vert complet requis. Il convient de noter que lors du processus de laminage, la pression générée doit être répartie uniformément sur toute la surface du vert pour garantir que l'ensemble du vert rétrécit uniformément après la pression.
④ Co-cuisson : Enfin, la billette verte complète est placée dans le four de frittage pour un frittage intégré. Dans ce processus, il est nécessaire de formuler une courbe de montée et de refroidissement appropriée pour garantir le contrôle de la planéité et du retrait lors du processus de frittage. Il est entendu que dans le processus de frittage du NGK au Japon, le taux de retrait du frittage de poudre peut être contrôlé à environ 10 %, alors que le taux de retrait de la plupart des fabricants nationaux est toujours supérieur ou égal à 20 %.
À l'heure actuelle, le marché mondial des mandrins électrostatiques pour plaquettes semi-conductrices est fortement monopolisé par des entreprises japonaises telles que SHINKO (Shinko Electric), TOTO, NGK, Kyocera, etc. Le temps de développement de l'industrie chinoise des mandrins électrostatiques est relativement court et il est encore dans la phase de développement. stade initial. À l'heure actuelle, outre la nécessité de développer davantage de poudre céramique de matière première de plus grande pureté et de plus hautes performances et des processus de production plus efficaces et plus stables, il est également nécessaire de prendre en compte les besoins de divers scénarios d'application spécifiques pour optimiser la conception de la structure afin de répondre la taille croissante des spécifications des plaquettes de support et la demande croissante de contrôle de l'uniformité de la température.
Fountyl Technologies PTE Ltd, se concentre sur l'industrie de fabrication de semi-conducteurs, les principaux produits comprennent : mandrin à broches, mandrin en céramique poreuse, effecteur d'extrémité en céramique, poutre carrée en céramique, broche en céramique, bienvenue au contact et à la négociation !