


Aktualności










Ceramiczny uchwyt elektrostatyczny: w jaki sposób produkowany jest ten element półprzewodnikowy z „zakleszczoną szyjką”?
Od ery PC+ Internetu, przez erę urządzeń mobilnych + mediów społecznościowych, a następnie do przyszłej ery AI+ big data, aby sprostać rosnącemu i zróżnicowanemu trendowi zapotrzebowania na systemy, technologia pakowania na poziomie wafla nieustannie przebija się w kierunku wysokich -gęstość, ultracienka, bardzo mała i wyższa wydajność, a jednocześnie problem mocowania ultracienkich płytek sprzętowych również stawia nowe wymagania i wyzwania.
Tradycyjne metody mocowania płytek obejmują mocowanie mechaniczne, klejenie parafinowe i inne metody często stosowane w tradycyjnym przemyśle maszynowym, które łatwo powodują uszkodzenie płytki, a także łatwo jest wypaczyć płytkę i zanieczyścić płytkę, co ma ogromny wpływ na dokładność jego przetwarzania. Później stopniowo opracowywano uchwyty próżniowe przygotowane z porowatej ceramiki. Ponieważ uchwyt próżniowy wykorzystuje krzem i powierzchnię ceramiczną do wytworzenia podciśnienia i wchłonięcia płytki, łatwo jest spowodować lokalne odkształcenie płytki i wpłynąć na płaskość, więc w ostatnich latach przy stabilnej i jednolitej sile adsorpcji nie będzie zanieczyszczać wafla i może skutecznie kontrolować temperaturę ceramicznego uchwytu elektrostatycznego wafla, stopniowo stał się idealnym narzędziem do mocowania ultracienkich płytek.

Jak działa uchwyt elektrostatyczny? Ogólnie rzecz biorąc, ceramiczny uchwyt elektrostatyczny składa się głównie z dielektrycznej warstwy adsorpcyjnej, warstwy elektrody i warstwy podstawowej, które są ułożone od powierzchni do wewnątrz w warstwowej strukturze, a dielektryczna warstwa adsorpcyjna jest umieszczona na powierzchni, aby uzyskać wydajną adsorpcję. Warstwa elektrody znajduje się pośrodku, dodając napięcie dodatnie lub ujemne, tworząc pole elektrostatyczne, a warstwa podstawowa pełni rolę wspierającą i mocującą. Ponadto przyssawkę elektrostatyczną można również osadzić w kolumnie elektrody, kanale gazowym, materiale wiążącym i innych konstrukcjach pomocniczych, w których gaz może być przepuszczany do gazu He podczas pracy, poprzez przepływ cyrkulacji gazu w celu przenoszenia ciepła, aby ustabilizować temperatura wafla.
W zależności od tego, czy warstwa adsorpcyjna dielektryka jest dielektrykiem domieszkowanym, uchwyt elektrostatyczny można podzielić na klasę Coulomba i klasę obrotowego gorącego grzbietu (JR), przyssawki wykonane z czystego dielektryka (materiały ceramiczne o wysokiej impedancji) są klasy Coulomba, a przyssawki wykonane z domieszkowanego dielektryka (takiego jak domieszkowany tlenek tytanu (TO2) i inne substancje należące do półprzewodników) należą do klasy obrotowej z gorącym grzbietem (JR). Zasada adsorpcji w obu przypadkach jest bardzo różna, obie wykorzystują zasilanie prądem stałym, pole elektrostatyczne utworzone w warstwie elektrody, tak że powierzchnia warstwy dielektrycznej wytwarza ładunek o przeciwnej polaryzacji ładunku powierzchniowego płytki i adsorpcję płytek. Ponieważ jednak dielektryk ma pewną przewodność, oprócz ładunku polaryzacyjnego istnieje duża część ładunku swobodnego, więc siła ssania przyssawki typu JR jest większa niż przyssawki typu Coulomba, a siła ssania adsorpcję można osiągnąć już przy małym napięciu, jednak na etapie desorpcji, ze względu na swobodny ładunek na powierzchni przyssawki typu JR, oprócz wyłączenia zasilania prądem stałym wysokiego napięcia, zwykle konieczne jest zastosowanie odwrotnego napięcie statyczne, aby wymusić usunięcie ładunku resztkowego przed desorpcją chipa, co w pewnym stopniu zwiększa trudność i złożoność sterowania.
Jak produkowane są uchwyty elektrostatyczne?
01 Wybór materiału
W porównaniu z materiałami metalowymi materiały ceramiczne są nie tylko odporne na zużycie, zapobiegają ryzyku zanieczyszczenia wiórami, ale mają także nieodłączne zalety w zakresie izolacji elektrycznej, dlatego technologia uchwytów elektrostatycznych opiera się głównie na ceramice z tlenku glinu lub ceramice z azotku glinu jako głównym materiale. Ogólnie rzecz biorąc, w przypadku zwykłej obróbki płytek krzemowych zastosowanie tlenku glinu o wysokiej czystości jako materiału może zaspokoić potrzeby, ale w przypadku obróbki płytek z węglika krzemu należy zastosować uchwyt elektrostatyczny z azotku glinu.
Przewodność cieplna azotku glinu (teoretycznie do 320 W/(m·K)), współczynnik rozszerzalności cieplnej dopasowany do materiałów elektrody, izolacja i powiązane właściwości mechaniczne są lepsze niż tlenek glinu, nie tylko mogą przebywać w środowisku próżni plazmowo-halogenowej, mogą być podtrzymane. , wytrzymuje półprzewodniki i mikroelektronikę w najbardziej wymagającym środowisku procesowym, ale także kontrolując jego opór objętościowy, zapewniając bardziej stabilną i wystarczającą siłę adsorpcji oraz lepszą kontrolę temperatury, oczekuje się, że stopniowo zastąpi uchwyt elektrostatyczny ceramiki z tlenku glinu, co jest głównym osiągnięciem kierunek uchwytu elektrostatycznego w przyszłości. Jednakże w procesie przygotowania, ze względu na wyższą temperaturę topnienia azotku glinu, atomowy współczynnik samodyfuzji jest mały, więc czysta ceramika AlN jest trudna do spiekania i zagęszczania, często wymaga temperatury spiekania do 1800 ℃ powyżej, nie tylko wyższe wymagania w przypadku sprzętu do spiekania, ale także trzeba wybrać odpowiedni proces spiekania, atmosferę i dodatki do spiekania, aby poprawić wydajność spiekania, proces jest bardziej złożony.
02 Trasa produkcyjna
Ponieważ uchwyt elektrostatyczny jest osadzony w dysku ceramicznym z co najmniej jedną elektrodą, w celu uzyskania jednorazowego wypalenia materiału elektrody i materiału ceramicznego, jest on zwykle przygotowywany za pomocą wielowarstwowej technologii współwypalania ceramiki, obejmującej odlewanie , krojenie, sitodruk, laminowanie, prasowanie na gorąco, spiekanie i inne procesy.
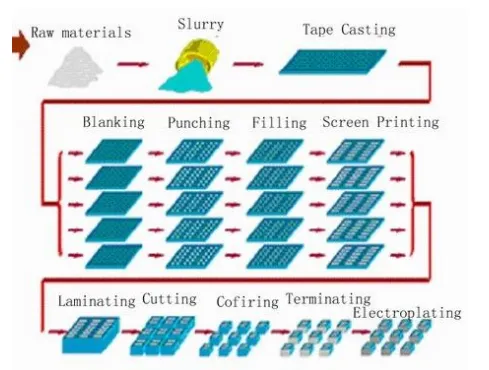
① Cięcie odlewnicze: warstwa dielektryczna uchwytu elektrostatycznego typu Coulomba jest wolna od domieszkujących materiałów przewodzących, a proszek ceramiczny, rozpuszczalnik, środek dyspergujący, spoiwo, plastyfikator, dodatki do spiekania i inne składniki można mieszać w celu przygotowania stabilnej zawiesiny, a materiał ceramiczny zielony o określonej grubości można powlekać, suszyć i kroić na maszynie odlewniczej za pomocą skrobaka. Uchwyt elektrostatyczny typu JR musi również dodać pewien środek regulujący rezystancję (materiał przewodzący) do rezystancji warstwy JR w celu uzyskania wymaganego zakresu funkcji, a następnie wypraska odlewnicza jest przygotowywana do stanu surowego.
② Sitodruk: sitodruk służy głównie do przygotowania warstwy elektrody. W procesie drukowania pastę przewodzącą wylewa się najpierw na jeden koniec płyty sitowej, a następnie pod działaniem skrobaka do sitodruku pasta przewodząca osadza się na podłożu poprzez oczka płyty sitowej, gdy skrobak drukarski zostanie zeskrobany przez całą płytę sitową i upewni się, że srebrna pasta wypełni otwór sita, można zakończyć proces drukowania.
③ Laminowane prasowanie na gorąco: surowe płytki układane są w stos zgodnie z wymaganą kolejnością (warstwa bazowa, warstwa elektrod, warstwa dielektryczna) i liczbą warstw jednocześnie, a następnie wielowarstwowe surowe płytki są łączone ze sobą w określonej temperaturze i ciśnienie, aby utworzyć wymaganą pełną zieleń. Należy pamiętać, że w procesie laminowania powstający nacisk powinien być równomiernie rozłożony na całej powierzchni surówki, tak aby cała surówka po nacisku obkurczyła się równomiernie.
④ Współspalanie: Na koniec cały surowy kęs umieszcza się w piecu do spiekania w celu zintegrowanego spiekania. W procesie tym konieczne jest sformułowanie odpowiedniej krzywej wznoszenia i chłodzenia, aby zapewnić kontrolę płaskości i skurczu w procesie spiekania. Przyjmuje się, że w procesie spiekania firmy NGK w Japonii stopień skurczu przy spiekaniu proszków można kontrolować na poziomie około 10%, podczas gdy stopień skurczu większości krajowych producentów jest nadal większy lub równy 20%.
Obecnie światowy rynek uchwytów elektrostatycznych do płytek półprzewodnikowych jest w dużym stopniu zmonopolizowany przez japońskie przedsiębiorstwa, takie jak SHINKO (Shinko Electric), TOTO, NGK, Kyocera itp. Czas rozwoju chińskiego przemysłu uchwytów elektrostatycznych jest stosunkowo krótki i nadal znajduje się on w fazie rozwoju. etap początkowy. Obecnie, oprócz konieczności dalszego rozwijania proszku ceramicznego o wyższej czystości i wyższej wydajności oraz bardziej wydajnych i stabilnych procesów produkcyjnych, konieczne jest również rozważenie potrzeb różnych konkretnych scenariuszy zastosowań, aby zoptymalizować projekt konstrukcji w celu spełnienia rosnący rozmiar płytek nośnych i rosnące zapotrzebowanie na kontrolę równomierności temperatury.
Fountyl Technologies PTE Ltd koncentruje się na przemyśle produkcji półprzewodników, a główne produkty to: uchwyt kołkowy, porowaty uchwyt ceramiczny, ceramiczny efektor końcowy, ceramiczna belka kwadratowa, wrzeciono ceramiczne, zapraszamy do kontaktu i negocjacji!