


Новости










Керамический электростатический патрон: как производится полупроводниковый компонент с «застрявшей шейкой»?
От эпохи ПК+ Интернета до эпохи мобильных устройств + социальных сетей, а затем и в будущую эпоху больших данных AI+, чтобы удовлетворить растущие и диверсифицированные тенденции системного спроса, технология упаковки на уровне пластин постоянно прорывается в направлении высоких технологий. -плотность, ультратонкие, сверхмалые и более высокие характеристики, и в то же время проблема зажима ультратонких пластин устройства также выдвинула новые требования и проблемы.
Традиционные методы зажима пластин включают механическое зажимание, склеивание парафином и другие методы, часто используемые в традиционном машиностроении, которые легко повредить пластину, а также легко деформировать пластину и загрязнить пластину, что оказывает большое влияние на точность его обработки. Позже постепенно были разработаны вакуумные патроны, изготовленные из пористой керамики. Поскольку в вакуумном патроне используется кремний и керамическая поверхность для формирования отрицательного давления и поглощения пластины, легко вызвать локальную деформацию пластины и повлиять на плоскостность, поэтому в последние годы стабильная и равномерная сила адсорбции не загрязняет окружающую среду. пластины и может эффективно контролировать температуру пластины. Керамический электростатический патрон постепенно стал идеальным зажимным инструментом для ультратонких пластин.

Как работает электростатический патрон? Как правило, керамический электростатический патрон в основном состоит из диэлектрического адсорбционного слоя, электродного слоя и базового слоя, которые уложены сверху вниз в слоистую структуру, а диэлектрический адсорбционный слой расположен на поверхности для достижения эффективной адсорбции. Электродный слой расположен посередине, путем добавления положительного или отрицательного напряжения образует электростатическое поле, а основной слой играет опорную и фиксирующую роль. Кроме того, электростатическая присоска также может быть встроена в колонку электрода, газовый канал, связующий материал и другие вспомогательные конструкции, при этом газ может передаваться в газ He во время работы через поток циркуляции газа для теплопередачи, чтобы стабилизировать температура пластины.
В зависимости от того, является ли диэлектрический адсорбционный слой легированным диэлектриком, электростатические патроны можно разделить на кулоновский класс и вращающийся класс с горячей обратной связью (JR), присоски из чистого диэлектрика (керамические материалы с высоким импедансом) относятся к кулоновскому классу, а присоски из чистого диэлектрика (керамические материалы с высоким импедансом) относятся к кулоновскому классу, а присоски Изготовленные из легированного диэлектрика (например, легированного оксида титана (TO2) и других веществ, принадлежащих к полупроводникам), относятся к классу вращающихся вращающихся с горячей спинкой (JR). Принцип адсорбции у них очень разный: в обоих используется источник постоянного тока, электростатическое поле, образующееся в электродном слое, так что поверхность диэлектрического слоя создает заряд с противоположной полярностью поверхностного заряда пластины. и адсорбция пластины. Однако, поскольку диэлектрик имеет определенную проводимость, помимо поляризационного заряда имеется большая часть свободного заряда, поэтому сила всасывания присоски типа JR больше, чем у присоски кулоновского типа, и Адсорбция может быть достигнута при небольшом напряжении, но на стадии десорбции из-за свободного заряда на поверхности присоски типа JR, помимо отключения источника питания постоянного тока высокого напряжения, обычно необходимо использовать обратный статическое напряжение, вызывающее удаление остаточного заряда до того, как чип сможет десорбироваться, что в определенной степени увеличивает сложность и сложность управления.
Как производятся электростатические патроны?
01 Выбор материала
По сравнению с металлическими материалами керамические материалы не только износостойкие, исключают риск загрязнения стружки, но также обладают преимуществами в электроизоляции, поэтому технология электростатических патронов в основном основана на керамике из глинозема или керамике из нитрида алюминия в качестве основного материала. В целом, для обычной обработки кремниевых пластин использование оксида алюминия высокой чистоты в качестве материала может удовлетворить потребности, но для обработки пластин карбида кремния необходимо использовать электростатический патрон из нитрида алюминия.
Теплопроводность нитрида алюминия (теоретически до 320 Вт/(м·К)), коэффициент теплового расширения, соответствующий материалам электродов, изоляция и соответствующие механические свойства лучше, чем у оксида алюминия, не только может быть в плазменной галогенной вакуумной среде, может поддерживаться устойчивая работа , выдерживать полупроводниковую и микроэлектронику в самых сложных технологических условиях, а также контролировать его объемное сопротивление, обеспечивая более стабильную и достаточную силу адсорбции и лучший контроль температуры, ожидается, что он постепенно заменит электростатический патрон из глиноземной керамики, что является основной разработкой. направление электростатического патрона в будущем. Однако в процессе подготовки из-за более высокой температуры плавления нитрида алюминия коэффициент атомной самодиффузии невелик, поэтому чистую керамику AlN трудно спекать с уплотнением, часто требуется температура спекания до 1800 ℃ выше, а не только более высокие требования. для оборудования для спекания, но также необходимо выбрать соответствующий процесс спекания, атмосферу и спекающие добавки для улучшения характеристик спекания, процесс более сложный.
02 Производственный маршрут
Поскольку электростатический патрон встроен по крайней мере с одним электродом в керамический диск, чтобы добиться единовременного обжига электродного материала и керамического материала, его обычно готовят с помощью технологии многослойного керамического совместного обжига, включая литье. , нарезка, трафаретная печать, ламинирование, горячее прессование, спекание и другие процессы.
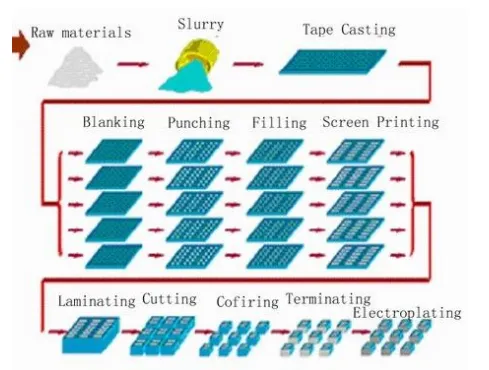
① Нарезка отливки: диэлектрический слой электростатического патрона кулоновского типа не содержит легирующих проводящих материалов, а керамический порошок, растворитель, диспергатор, связующее, пластификатор, спекающие добавки и другие компоненты можно смешивать для приготовления стабильной суспензии и керамики. зеленый цвет определенной толщины можно покрыть, высушить и нарезать скребком на литейной машине. В электростатический патрон типа JR также необходимо добавить определенный агент, регулирующий сопротивление (проводящий материал), к сопротивлению слоя JR в требуемом диапазоне функций, а затем литейную форму подготавливают к зеленому цвету.
② Трафаретная печать: трафаретная печать в основном используется для подготовки электродного слоя. В процессе печати проводящая паста сначала наливается на один конец трафаретной пластины, а затем под действием скребка трафаретного принтера проводящая паста наносится на основание через сетку трафаретной пластины, когда печатный скребок Если протереть всю пластину экрана и убедиться, что серебряная паста заполнила отверстие экрана, можно завершить процесс печати.
③ Горячее прессование ламината: необработанные плитки укладываются в соответствии с необходимым порядком (основной слой, электродный слой, диэлектрический слой) и количеством слоев за раз, а затем многослойные необработанные плитки соединяются вместе при определенной температуре. и давление для формирования требуемого полного зеленого цвета. Следует отметить, что в процессе ламинирования создаваемое давление должно быть равномерно распределено по всей поверхности грина, чтобы обеспечить равномерную усадку всей грина после давления.
④ Совместный обжиг: Наконец, готовая сырая заготовка помещается в печь для спекания для комплексного спекания. В этом процессе необходимо сформулировать подходящую кривую подъема и охлаждения, чтобы обеспечить контроль плоскостности и усадки в процессе спекания. Понятно, что в процессе спекания NGK в Японии степень усадки порошкового спекания можно контролировать на уровне около 10%, в то время как степень усадки большинства отечественных производителей по-прежнему превышает или равна 20%.
В настоящее время мировой рынок электростатических патронов для полупроводниковых пластин в значительной степени монополизирован японскими предприятиями, такими как SHINKO (Shinko Electric), TOTO, NGK, Kyocera и т. д. Время развития китайской индустрии электростатических патронов относительно короткое, и оно все еще находится в стадии разработки. Начальная стадия. В настоящее время, помимо необходимости дальнейшей разработки керамического порошка из исходного сырья с более высокой чистотой и более высокими эксплуатационными характеристиками, а также более эффективных и стабильных производственных процессов, также необходимо учитывать потребности различных конкретных сценариев применения, чтобы оптимизировать конструкцию структуры для удовлетворения растущий размер спецификаций пластин-носителей и растущий спрос на контроль однородности температуры.
Fountyl Technologies PTE Ltd специализируется на производстве полупроводников, основная продукция включает в себя: штифтовый патрон, пористый керамический патрон, керамический концевой эффектор, керамическую квадратную балку, керамический шпиндель, добро пожаловать к контакту и переговорам!